Across global industrial pipelines, water supply networks, energy facilities, and chemical processing plants, check valves remain essential components for maintaining stable and safe fluid transportation operations. As industrial infrastructure continues to upgrade on a large scale, the overall demand for high-performance check valves is steadily rising, bringing new development momentum to the entire fluid control industry. In all kinds of pipeline systems, the core function of check valves is to prevent medium backflow, avoid pressure impact, protect downstream equipment, and ensure the continuous and orderly operation of the whole system.
In recent years, higher requirements have been put forward for valve safety, durability, and environmental adaptability. Many working environments involve high temperature, high pressure, strong corrosion, and complex media, which directly promote the continuous upgrading of check valve manufacturing technology. Modern check valves adopt optimized internal flow channel design, which effectively reduces flow resistance, improves energy-saving performance, and greatly reduces the operating cost of pipeline systems. At the same time, new sealing structures enhance tightness, effectively avoiding leakage risks in long-term continuous operation.
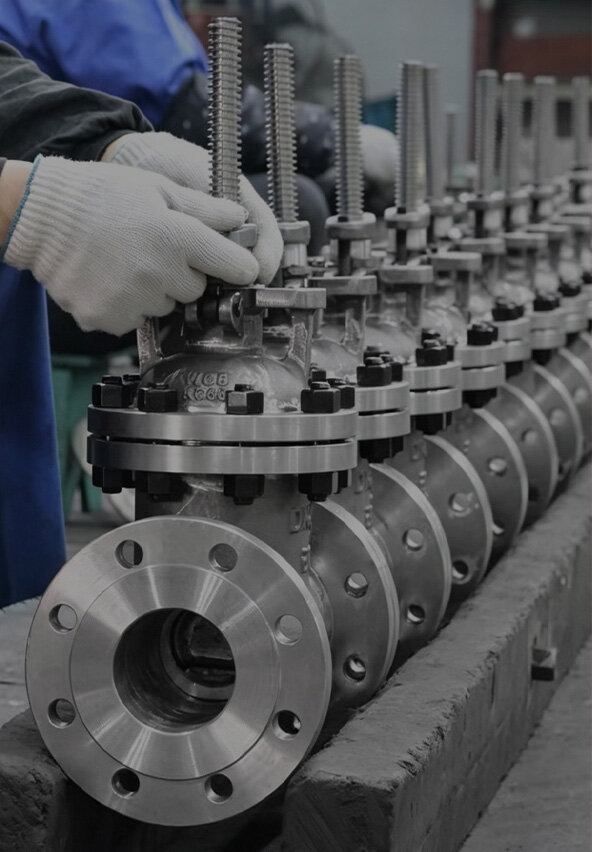
Material innovation is also a key direction of current industry progress. Traditional ordinary cast iron materials are gradually being replaced by high-strength stainless steel, special alloy materials, and anti-corrosion composite materials. These new materials can adapt to harsh working conditions such as marine salt spray, chemical corrosion, and low-temperature liquefied media, extending the service life of check valves and reducing the frequency of later maintenance and replacement. For large-scale water conservancy projects, urban pipe network reconstruction, and energy transmission projects, such high-reliability check valves have become standard supporting equipment.